.jpg) 原標題:基于渣 - 氣耦合運動模型的鋁合金鑄件渣氣孔形成研究 摘要 針對鋁合金鑄件中常見的渣氣孔缺陷,綜合考慮鑄造過程中渣粒的聚合運動與氫氣的析出吸附之間的動態耦合特征,構建了渣氣耦合運動數學模型。研究了鋁合金充型及凝固過程中氫氣析出、吸附長大、碰撞聚合及隨流運動過程,并對圓柱形試樣中渣氣孔的分布及形貌進行了試驗與模擬研究。結果表明,渣氣耦合現象促進了渣粒與氫氣的上浮,降低了鑄件內部渣、氣缺陷出現幾率。所建立的渣氣耦合運動模型提升了對渣氣孔缺陷預測的準確性。 渣孔和氣孔是鑄件中常見的缺陷形式,普遍存在于各類鑄件中。大部分夾渣物是由于扒渣、擋渣不完全或者氧化膜破裂卷入熔體中而產生。而液態金屬中溶解的氣體、鑄型粘結劑和水分等受熱分解釋放的氣體滯留于鑄件基體中形成氣孔。與縮孔、縮松等缺陷類似,夾渣和氣孔缺陷也屬于典型的非連續性缺陷,這類缺陷顯著破壞了金屬基體的連續性,嚴重削弱金屬基體的力學性能。在實際生產中發現,這兩類缺陷往往具有伴生特點,即氣孔中包含渣粒,渣孔中包含氣體。因此,這類缺陷形式統稱為“渣氣孔”。在零件服役過程中,基體中存在的渣氣孔缺陷在鑄件服役過程中往往是應力集中點,并最終成為零件疲勞裂紋萌生的起源部位。 氫是鋁合金內主要的可溶解性氣體。在鋁合金凝固過程中,溶解于鋁液中的氫以原子態不斷從熔體中析出,氣泡需要克服局部靜壓力和氣泡壁面張力才能形核,因此氣泡原位形核較為困難。但由于熔體內雜質顆粒的存在,氫在夾雜物表面的形核功遠低于均質形核功,因此氫氣泡更傾向于在夾雜表面形成氣核,最終形成渣-氣復合型缺陷。工程實踐表明,渣氣孔的形態、尺寸、數量和分布等特征對鑄件的疲勞裂紋的萌生、擴展和斷裂周期都有很大的影響。同時,渣氣孔是一種典型的復合型缺陷,其形成和演變過程包含了金屬凝固、氣體析出、表面吸附、兩相流運動、粒子聚合等多個過程的耦合,且渣-氣復合體的體積、重量、密度等特性都在動態變化,同時還會受到合金種類、鑄型材料、鑄型形態、澆溫澆速等工藝因素的影響,因此對渣氣孔的預測研究較為困難,相關文獻報道也較少。 本文基于鋁合金澆注過程中氫氣的原位析出、表面吸附、聚合長大及隨流運動特征,建立了渣氣耦合運動數學模型,采用Fortran語言編寫了計算程序,研究了在鋁合金充型及凝固過程中渣氣復合體的形成、析氫長大、碰撞聚合及隨流運動過程,對比分析了渣氣耦合現象對于鑄件中渣氣孔分布的影響規律,為渣氣孔缺陷準確預測及工藝優化提供依據。 01 渣-氣耦合運動數學模型 1.1 氫的析出形核及長大 鑄件凝固過程中,鋁熔體內氫的溶解度隨著溫度的降低而快速下降,熔體內的氫從原來的平衡狀態向過飽和狀態轉變,從而導致氫的析出,氫在鋁液中的溶解度如下式:
式中:ST為某溫度下氫在鋁液中的溶解度;Ps為鋁液表面的氫氣分壓;Es為氫的摩爾溶解熱;T為鋁液溫度;R為氣體常數;K為實驗常數。 氫原子在熔體降溫過程中不斷析出,但氣泡體積并不是由零逐漸增大的,而是存在最小形核半徑。當局部氫分壓大于最小形核壓力時,宏觀氫氣孔才開始出現并逐漸長大:
式中:PH2為熔體內局部氫分壓;Pe為最小形核壓力;Pa為鋁液表面的大氣壓;σ為鋁液表面張力;r為氣泡最小形核半徑;ρ為鋁液密度;g為重力加速度;h為氣泡深度。氫氣泡在離散網格中形核長大過程如圖1所示。
圖1 氫氣形核網格模型 當網格內的氫分壓PH2大于此處最小形核壓力Pe時,在該網格區域中形成一個具有初始半徑的氫氣泡核,溫度不斷下降使得網格內氫溶解度下降,氣泡核不斷吸收析出氫后體積增大,其氣泡體積可表示為:
式中:VH2為氫氣體積;ΔST為一個時間步長內溫度變化導致的氫氣溶解度的變化量;Vn為單元格體積;t和tn分別表示計算的開始和結束時刻。 1.2 渣氣復合體的聚合運動 在鑄件充型和凝固過程中,渣氣復合體不但在熔體中作隨流運動,而且隨著復合體氫氣體積的不斷增加而導致其密度降低。同時渣氣復合體、氫氣泡及渣粒之間也會發生碰撞和吸附,從而導致聚合長大。為了簡化計算,模型中假設渣氣復合體為兩層球體結構,氣體包覆于渣粒外部,運動過程中氣體與渣粒不再分離。渣氣復合體形貌及聚合過程如圖2所示。
圖2 渣氣聚合長大原理圖 在每一個時間步中,處于復合體作用域內的氫氣泡、析出氫、渣粒及渣氣復合體之間將觸發聚合運算,且遵循大粒子吞并小粒子、復合體吞并渣粒和氣泡的規則,最終形成一個體積更大的渣氣復合體,同時每個復合體的作用域大小隨復合體的直徑及渣氣比等動態變化。基于復合體的受力分析,復合體的運動控制方程如下:
式中:角標i表示x、y、z分量;ds為復合體中渣粒的直徑;dp為復合體直徑;ui為金屬液速度分量;upi為復合體的速度分量;t為時間;ρs為復合體中固體渣的密度;Fpi為金屬液內壓力梯度傳遞給復合體的作用力分量;Fgi為復合體重力分量;FDi為金屬液對復合體的運動阻力分量;Fbi表示復合體所受浮力分量;P為金屬液壓力;gi為重力加速度分量;CD為阻力系數。 02 渣氣孔的形成及演變分析 2.1 試樣結構及澆注工藝 采用砂型重力鑄造方法澆注圓柱形試樣,底注式結構有利于渣氣孔的形成及聚合運動。試樣材料為ZL102合金,澆注溫度為720 ℃,充型速度為0.3 kg/s。試驗中通過外加Al2O3顆粒(40目,密度3.9 g/cm³)來模擬鋁液中的外來夾雜物。Al2O3顆粒加入量為1.4 g,折算成顆粒數約為2 000顆,試樣及澆注系統形態尺寸如圖3所示。
圖3 試樣模型及尺寸圖 2.2 渣氣孔的分布與三維形貌 圖4 為圓柱試樣縱截面照片,對試樣的頂部(A)、中部(B)和底部(C)區域進行渣氣孔分布分析。
圖4 縱截面上渣氣孔分布 圖中可以看到,試樣縱截面上非均勻分布著形態各異的氣孔及渣氣孔。試樣頂部區域(A)中渣氣孔分布較為密集,孔徑也較大,渣氣孔內包含的渣粒數量也較多。這說明在凝固過程中,鋁熔體中析出的氫氣與渣粒復合后,降低了渣氣復合體的密度,從而促進了渣氣復合體向上部的遷移。同時渣氣復合體在上浮過程中的聚合長大行為也較為顯著,使得頂部區域的渣氣孔體積較大。試樣的中部區域(B)和底部區域(C)均可觀察到明顯的氣孔和渣氣孔,但分布密度明顯低于頂部區域,且孔徑也明顯減小。這是由于凝固中后期析出的氫氣在渣粒表面吸附量降低,渣氣復合體密度較大,限制了其向上浮的運動趨勢,從而較多的停留在鑄件內部形成小尺寸渣氣孔。 為了進一步探究聚合長大后的渣氣孔的顯微形貌,對A區域中某一渣氣孔暴露面進行了超景深三維掃描分析,其形貌如圖5所示。
圖5 渣氣孔的三維形貌 圖中可以清楚地觀察到孔內部有多個渣粒聚集,單顆渣粒直徑約為600 μm左右,即為試驗所加入的Al2O3顆粒。其外部被氣孔包裹。所示渣氣孔表觀直徑約為1 800 μm,氣體包裹層厚度大于300 μm。 2.3 渣氣耦合運動軌跡分析 基于所建立的模型對試樣充型和凝固過程中渣氣耦合運動過程進行了計算分析,鑄型內流場及渣氣復合體運動軌跡如圖6所示。
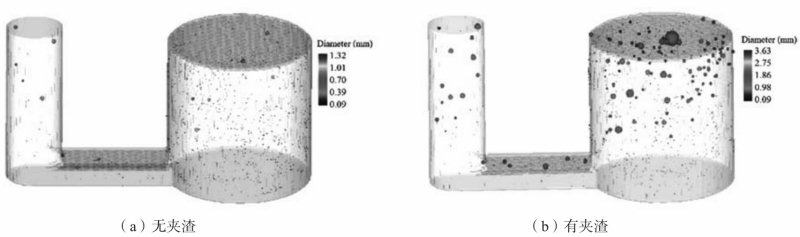
圖6 渣氣復合體粒徑分布和流場 圖6a、b為充型初始階段,外部引入的渣粒隨金屬液快速進入型腔中,此時在澆注系統中的渣粒體積變化不大,且呈彌散形分布,而在圓柱試樣上層液面區域開始出現粒子的聚合長大。其原因是由于直澆道和橫澆道區域的流速較大,渣粒之間的聚合長大不明顯。而在試樣上部液面區域的流速顯著降低,使得渣粒之間的碰撞聚合長大較為明顯。由于充型初期金屬液溫度變化不大,在此期間氫氣在渣粒表面的吸附量也較小,在這個階段中渣氣復合體的體積變化主要是以渣粒間的聚合長大為主。圖6c-e為充型中后期階段,直澆道與橫澆道內的流速有所減緩,可以看到因渣氣復合而形成的粒子體積增加。同時內澆口區域的流速顯著降低,這使得該區域開始出現渣氣復合體的快速聚合長大(圖6e)。在此期間,渣氣復合體不斷向上方運動,其聚合體積進一步加大,從而在試樣頂部可以看到有較多大體積的渣氣復合體的存在。圖6f表示完全凝固后渣氣孔的分布,從圖中可以看到,直澆道和橫澆道內的渣氣復合體體積有了明顯的增加。同時,試樣頂部的渣氣孔分布也較為明顯,且體積較大,而試樣中下部區域的渣氣孔數量較少,且體積較小。其原因是由于在凝固階段金屬液溫度不斷降低,促使熔體中的氫大量析出并吸附于渣粒表面,渣氣復合體中氫氣含量的不斷上升使得其密度減小,促進了渣氣復合體向試樣上部的移動。與試驗結果對比,模型計算所獲得的渣氣孔分布規律及形貌特征與實際基本吻合。 2.4 夾渣對渣氣孔形成的影響 為了研究外來夾雜的引入對鑄件中渣氣孔形成和分布的影響,采用相同的工藝條件分別計算了無夾渣和有夾渣進入的條件下鑄件內氣孔和渣氣孔的分布,結果如圖7所示。
圖7 有/無夾渣條件下渣氣孔分布對比 從圖中可以清楚地看到,引入的夾渣對鑄件中渣氣孔的形貌和分布有著顯著的影響。在無夾雜物進入的條件下(圖7a),鑄件中的氣孔呈彌散分布,大部分氣孔直徑在0.09~0.39 mm之間,處于臨界析出氫氣孔范圍。同時有少量直徑較大的氣孔(0.7~1.32 mm)分布于鑄件和直澆道的上部區域,這是由于部分氣孔發生聚合長大,浮力的增加促進了氣泡上浮,同時上浮過程也增加了沿程微小氣泡合并的幾率,從而在鑄件上部形成較大的氣孔。在有外來夾雜進入的條件下(圖7b),單純氣孔數量顯著減少,而體積較大的渣氣復合體數量明顯增加(1.86~3.63 mm),且大多分布于鑄件頂部和澆注系統上部。這說明熔體中的氫更傾向于在渣表面吸附,隨著渣粒的運動和溫度的降低,過飽和氫不斷析出,并吸附于渣氣復合體上,從而在鑄件上部形成體積較大的渣氣孔。 03 結論 (1)在鋁合金鑄件充型、凝固過程中,熔體中的氫更傾向于在渣粒表面吸附形核并不斷長大,氣體吸附不但促進了渣氣復合體的快速上浮,有利于渣的去除,同時也顯著降低了熔體中氫的過飽和程度,有利于抑制鑄件內部氫氣孔的形成。 (2)渣粒、氫氣泡和渣氣復合體的形貌都在動態變化,三者之間的吸附生長、聚合長大行為對其運動軌跡有著較大的影響。 (3)鑄件中的夾渣和氣孔缺陷具有很強的關聯性,應對渣和氣的形成及演變全過程進行耦合分析,才能準確獲取其分布特征,從而為優化鑄造工藝提供依據。
作者 本文轉載自:鑄造雜志 |

.png)
.png)
.png)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)