.jpg) 圖1 鎂合金壓鑄件橫截面不同形貌及分布特征的缺陷帶 原標題:深入分析!壓鑄AM60B鎂合金缺陷帶的組織特征及形成機理 鎂合金以其質輕、比強度和比剛度高、減震性好和易于回收利用等特點而被廣泛應用于航空航天、汽車和電子等領域。采用鎂合金替代鋼或鋁合金是實現汽車輕量化的有效途徑之一,從而可以降低燃油消耗并減少氣體排放。鎂合金液態粘度低,流動性好,易于充填復雜型腔,且凝固快,尺寸穩定性好,特別適合于壓鑄工藝。因此,壓鑄已成為鎂合金結構件最主要的成形工藝,常用于汽車輪轂、變速箱體、筆記本/手機外殼等零部件的生產。 當前,鎂合金壓鑄件存在的絕對強度偏低、高溫性能較差等問題制約了其應用。研究表明,冷室壓鑄鎂合金中出現的氣縮孔、壓室預結晶(ESCs)、缺陷帶等對壓鑄件的力學性能有著較大的影響。對于氣縮孔及ESCs,已有了較為深入的研究,但針對缺陷帶的相關研究主要集中在缺陷帶的組織表征及物相分析等方面。研究發現,缺陷帶的形態及分布特征與氣縮孔、ESCs等存在一定的對應關系,然而其形成機理尚未明確和統一。 因此,以AM60B鎂合金拉伸壓鑄試樣為研究對象,系統研究了壓鑄鎂合金缺陷帶的組織形貌及分布特征,建立缺陷帶與ESCs、氣縮孔及壓鑄工藝參數之間的對應關系,在此基礎上探討了缺陷帶的形成及演化機理。旨在為優化壓鑄工藝參數,改善鎂合金壓鑄件的微觀組織和力學性能提供參考。 圖文結果 缺陷帶是冷室壓鑄組織中特有的組織特征,其形貌及分布較為復雜。圖1為鎂合金壓鑄件橫截面不同形貌及分布特征的缺陷帶,可見有沿壓鑄件截面輪廓分布的,也有不規則的;有單缺陷帶,也有雙缺陷帶和多缺陷帶。已有研究表明,缺陷帶是孔洞聚集的帶狀組織,存在著一定的溶質偏析。采用不同的組織觀察方法對鎂合金壓鑄件橫截面的顯微組織進行分析,見圖2。可以看到,壓鑄鎂合金組織從宏觀上可以分為3個部分,第1部分是從壓鑄件表層到缺陷帶外表面的組織,其特點是孔洞較少,ESCs組織大多為破碎的枝晶,沒有聚集現象,因此組織較為致密;第2部分是距離壓鑄件表層一定距離的缺陷帶,在其內部富集大量形貌不規則的孔洞,ESCs組織相較于周圍ESCs細小。
圖2 鎂合金壓鑄件橫截面典型顯微組織
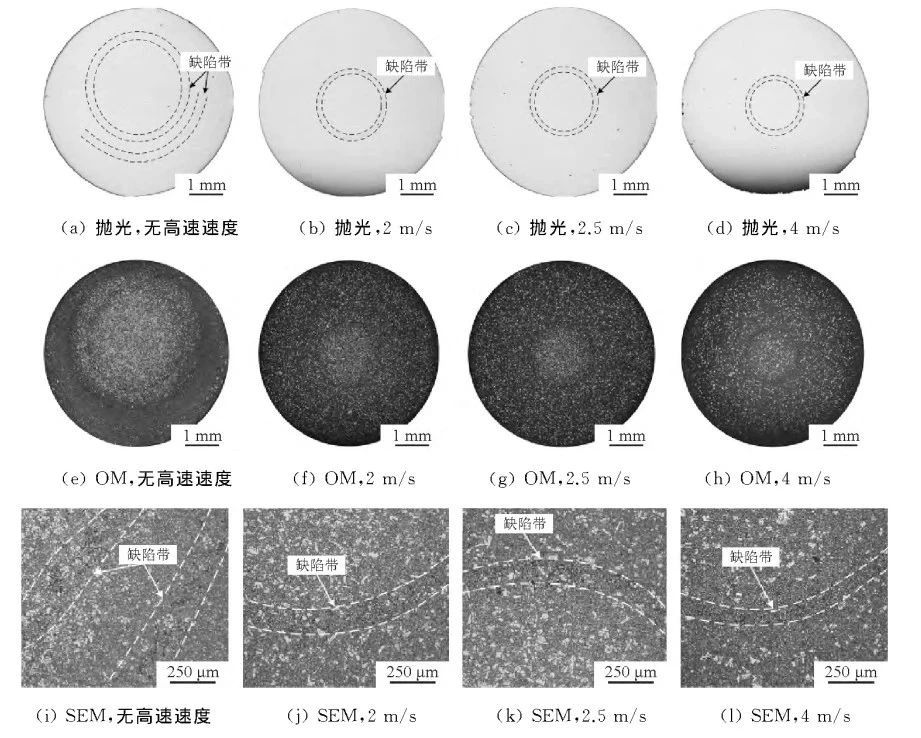
圖3 不同低速速度下的壓鑄鎂合金缺陷帶組織形態
表1 壓鑄工藝參數 對不同增壓壓力下的壓鑄鎂合金顯微組織進行研究,發現隨著增壓壓力升高,壓鑄件中的ESCs含量逐漸減少,其形貌趨于球狀,分布形態由彌散分布趨于向壓鑄件中心偏聚,而此時壓鑄件中缺陷帶的位置、寬度及其內部孔洞的形貌并沒有明顯的變化。澆注延時對缺陷帶的影響與低速速度相似,澆注延時增長或者低速速度降低,均使得壓鑄件中ESCs含量提高,ESCs呈現較多的粗大枝晶狀,在ESCs聚集的晶界處有大量的縮松存在,此時缺陷帶趨向于壓鑄件表層,且寬度增加。
圖4 不同高速速度下的壓鑄鎂合金缺陷帶組織形態
圖5 基于壓室預結晶理論的缺陷帶形成機理示意圖
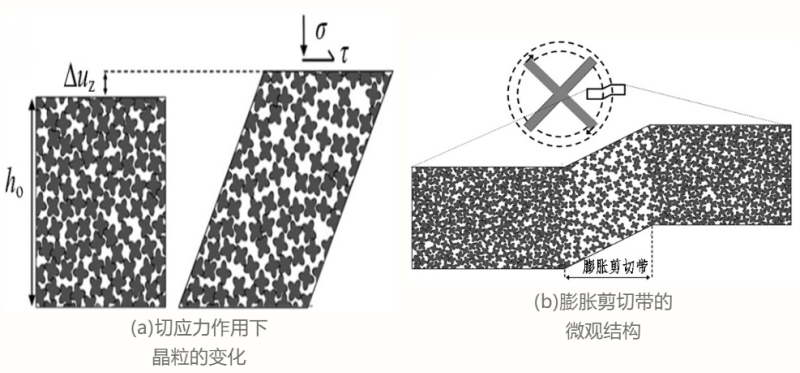
圖6 基于膨脹剪切理論的缺陷帶形成機理示意圖 有研究認為缺陷帶為膨脹剪切帶,其形成是由于具有一定固相分數的金屬液所表現出的類似顆粒材料在剪切變形過程中的流變特性,見圖6。凝固過程中含一定固相分數的金屬液相當于壓實的顆粒材料,在切應力的作用下會相互推擠發生膨脹造成局部變形,并集中在剪切帶處最終達到一個臨界狀態。液態金屬由于壓差被引至膨脹剪切帶內,隨著凝固進行,帶狀區域的金屬液對鄰近區域的凝固收縮進行補縮,而在凝固后期帶狀區域自身的凝固收縮不能得到有效的補縮,因此在帶狀區域形成了集中的縮孔、縮松。將膨脹剪切理論應用于鎂合金冷室壓鑄工藝,可以一定程度上解釋雙缺陷帶的形成機理。在壓鑄充型過程中,由于激冷作用,壓鑄件表層會產生一層凝固殼層,在高速充填型腔時金屬液流在靠近凝固殼層區域會產生較大的切應力,而該區域呈半固態,在切應力的作用下晶粒會發生運動而產生相應的間隙,最后由于補縮困難而產生靠近表層的缺陷帶組織。在凝固過程中,由于增壓壓力會導致切應力的存在,其作用在半固態的晶粒上會引起晶粒的相對運動,并產生相應的間隙,而最后由于補縮困難,產生靠近壓鑄件中心的缺陷帶組織。
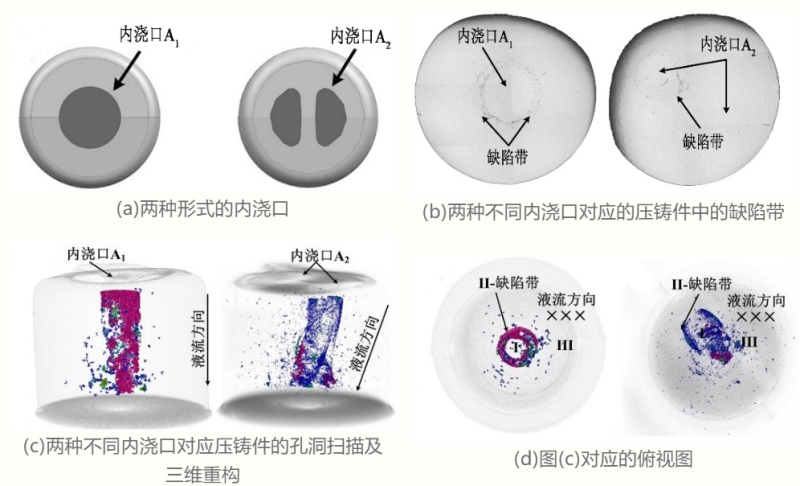
圖7 金屬液流形態對壓鑄鎂合金缺陷帶形成的影響
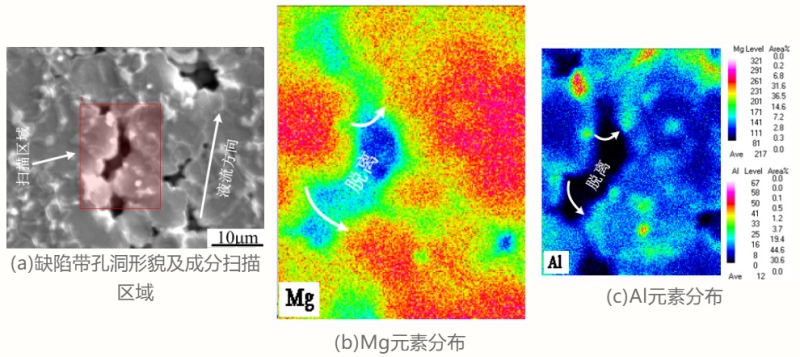
圖8 缺陷帶孔洞周圍組織化學成分分析 結論 采用電子背散射衍射(EBSD)對鎂合金壓鑄件不同部位的晶粒取向進行分析,發現壓鑄件表層α-Mg晶粒及心部完整ESCs枝晶未發現孿晶現象,而在心部破碎ESCs晶粒及缺陷帶內部ESCs晶粒中,出現大量的孿晶現象。分析其原因,壓鑄件表層α-Mg晶粒在型腔中形核長大,幾乎沒有外力作用在α-Mg晶粒上;而ESCs顆粒形核于壓室中,并隨著沖頭的壓射過程通過內澆口進入型腔。由于壓鑄充型過程高速高壓的特點,ESCs顆粒在進入型腔過程中會經受液流的沖刷以及后續的增壓壓力作用,導致部分ESCs晶粒發生旋轉破碎,最終破碎的ESCs晶粒內部會產生殘余應力形成孿晶,而未經受金屬液流沖刷及增壓壓力作用的ESCs枝晶,則完整且沒有出現孿晶現象。由缺陷帶內部ESCs晶粒出現大量的孿晶現象發現,在缺陷帶處有較大的應力存在,即可推斷缺陷帶的形成與充型過程中金屬液流沖刷所產生的應力以及后續的增壓壓力有關。 缺陷帶的形成與分布受壓鑄充型過程中金屬液流形態的影響,在高速金屬液的劇烈沖刷及增壓壓力的作用下,靠近金屬液流外輪廓的晶粒發生破碎或轉動,在晶粒間形成大于剩余金屬液體積的間隙,隨著凝固的進行,形成沿液流輪廓分布孔洞聚集的缺陷帶組織。 本文作者:
吳孟武 侯瑩瀅
李曉波 熊守美
陸文興 王運桂 本文來源:《特種鑄造及有色合金》雜志 |
.jpg)
.jpg)
.png)
.png)
.jpg)
.jpg)
.jpg)