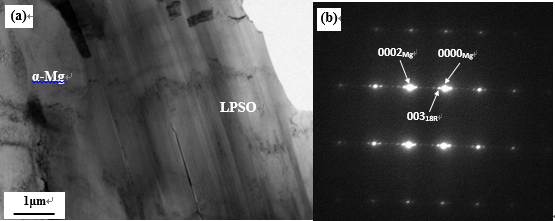
 原標(biāo)題:流變擠壓鑄造制備LPSO結(jié)構(gòu)增強(qiáng)Mg-Zn-Y-Zr合金及其組織性能 摘要:采用流變擠壓鑄造工藝制備含有LPSO結(jié)構(gòu)的Mg99.9-3xZnxY2xZr0.1(x=0.5,1,2 ,摩爾分?jǐn)?shù),.%) 合金,研究了合金的微觀組織特征及力學(xué)性能。結(jié)果表明,流變擠壓鑄造能有效細(xì)化合金的微觀組織。合金的基體組織由尺寸較大的α1-Mg和尺寸較小的α2-Mg晶粒組成,LPSO結(jié)構(gòu)呈細(xì)小的網(wǎng)狀結(jié)構(gòu)均勻地分布在晶界處,LPSO結(jié)構(gòu)的含量越低,其細(xì)化效果越明顯。隨著擠壓壓力增大,合金中LPSO結(jié)構(gòu)的厚度越來(lái)越小,當(dāng)壓力達(dá)到100 MPa后,厚度變化趨緩。與常規(guī)重力鑄造相比,流變擠壓鑄造能有效提高合金的力學(xué)性能,特別是伸長(zhǎng)率。400 MPa下的流變擠壓鑄造Mg96.9Zn1Y2Zr0.1的抗拉強(qiáng)度和伸長(zhǎng)率較重力鑄造下分別提高19%和170%。 鎂合金作為最輕的金屬結(jié)構(gòu)材料,在汽車、國(guó)防軍工、航空航天、電子等領(lǐng)域具有廣闊的應(yīng)用前景。由于鎂合金的絕對(duì)強(qiáng)度低、塑性變形能力差,導(dǎo)致其應(yīng)用范圍受到限制。開(kāi)發(fā)新型高強(qiáng)韌鎂合金及其制備加工技術(shù)是擴(kuò)大鎂合金用量的有效途徑。 有研究者在Mg-RE(RE=Y,Gd,Tb,Dy,Ho,Er,Tm)合金中引入一定量的Zn,Cu或Ni等元素,可形成一種新穎的長(zhǎng)周期堆垛有序結(jié)構(gòu)(Long period stacking ordered structure,LPSO結(jié)構(gòu))。該結(jié)構(gòu)能大幅提升鎂合金的力學(xué)性能,用快速凝固/粉末冶金法制備的含LPSO結(jié)構(gòu)的Mg97Y2Zn1合金,其室溫屈服強(qiáng)度高達(dá)610 MPa。LPSO結(jié)構(gòu)在凝固后期析出,通常以粗大的立體網(wǎng)狀形態(tài)出現(xiàn)在晶界處,一般需要經(jīng)過(guò)塑性變形加工使其細(xì)化后,才能充分發(fā)揮其強(qiáng)化效果。常用的塑性加工方法主要包括熱軋、熱擠壓、等通道角擠壓、攪拌摩擦等工藝。然而,塑性變形工藝流程長(zhǎng)、所需設(shè)備復(fù)雜、能耗高,制備出的棒材或板材需要進(jìn)一步成形才能制造出零件,生產(chǎn)成本較高。如能在塑性變形前對(duì)合金進(jìn)行凝固組織細(xì)化處理,或者將處理后的熔體直接鑄成零件,可簡(jiǎn)化制備工藝、降低成本,對(duì)于推進(jìn)LPSO結(jié)構(gòu)增強(qiáng)鎂合金的應(yīng)用具有積極意義。 半固態(tài)加工集材料的制備與成形于一體,被認(rèn)為是具發(fā)展前景的金屬材料加工技術(shù)之一。半固態(tài)金屬制漿過(guò)程中產(chǎn)生的對(duì)流可有效細(xì)化合金組織,成形過(guò)程中處于液、固共存的溫度區(qū)間,可有效降低合金的熱裂傾向、提高合金的變形加工能力。本課題采用流變擠壓鑄造工藝制備含有LPSO結(jié)構(gòu)的Mg-Zn-Y-Zr合金,首先利用超聲振動(dòng)制備出Mg99.9-3xZnxY2xZr0.1 (x=0.5,1,2,摩爾分?jǐn)?shù),%)合金半固態(tài)漿料,然后將漿料直接流變擠壓鑄造成形,研究Mg-Zn-Y-Zr合金的微觀組織特征及力學(xué)性能。 1、試驗(yàn)方法 以純Mg(99.9%,質(zhì)量分?jǐn)?shù),下同)、純Zn(99.9%)以及Mg-25Y、Mg-25Zr中間合金為原材料,配制Mg99.9-3xZnxY2xZr0.1(x=0.5,1,2,摩爾分?jǐn)?shù),%) 合金。所有原料去除表面氧化皮并預(yù)熱處理后在750 ℃下熔煉,保護(hù)氣氛采用體積分?jǐn)?shù)為0.1%的SF6和99.9%的N2。待合金完全熔化后,將熔體降溫至740 ℃,然后通入高純氬氣精煉10 min,保溫靜置30 min。用預(yù)熱后的澆包舀取200 mL的熔體置于保溫爐中,待熔體冷卻至液相線溫度以上15~20 ℃,開(kāi)啟超聲波發(fā)生器,對(duì)合金進(jìn)行50~60 s的超聲處理,制備出鎂合金半固態(tài)漿料。隨后將半固態(tài)漿料澆入預(yù)熱至200 ℃的模具中直接流變擠壓鑄造成形,擠壓鑄造壓力為0~400 MPa,保壓1 min,所得鑄件的尺寸為Φ30 mm×90 mm。作為對(duì)比,未經(jīng)超聲處理的熔體在740 ℃澆入相同的模具中在無(wú)壓的條件下自然冷卻獲得常規(guī)重力鑄件。 從鑄件的頂部中心位置切取小塊金屬制作金相試樣和電鏡試樣。金相試樣經(jīng)打磨、拋光并腐蝕后(腐蝕液采用體積分?jǐn)?shù)為4%的硝酸酒精溶液),用蔡康DMM490型光學(xué)顯微鏡觀察金相組織,采用自主開(kāi)發(fā)的Solid VF分析軟件對(duì)金相照片進(jìn)行定量分析,計(jì)算初生α-Mg晶粒的平均晶粒尺寸和形狀系數(shù)、LPSO結(jié)構(gòu)的體積分?jǐn)?shù)。用Nova SEM450掃描電鏡觀察鎂合金中各相的形貌,并對(duì)其進(jìn)行EDS成分分析。透射電鏡試樣用砂紙打磨至50 μm并拋光,然后沖裁成直徑為3 mm的圓片,使用離子減薄儀進(jìn)一步減薄,然后用Tecnai G2 F30場(chǎng)發(fā)射透射電鏡觀察合金的微觀組織,并進(jìn)行電子選區(qū)衍射分析(SAED)。利用島津AG IC-100kN材料性能試驗(yàn)機(jī)測(cè)試合金的拉伸力學(xué)性能,拉伸速率為0.5 mm/min。 2、試驗(yàn)結(jié)果與分析 2.1、流變擠壓鑄造對(duì)Mg-Zn-Y-Zr合金的微觀組織影響 選取Mg96.9Zn1Y2Zr0.1合金,分析不同鑄造工藝條件下合金的微觀組織特征。圖1為流變擠壓鑄造和常規(guī)重力鑄造Mg96.9Zn1Y2Zr0.1合金的微觀組織,圖1a和圖1b為金相組織,圖1c和圖1d為SEM組織及EDS分析結(jié)果。可以看出,在流變擠壓鑄件中(擠壓壓力為400 MPa),初生α-Mg相呈現(xiàn)出兩種不同的形態(tài):尺寸較大的α1-Mg球狀晶和尺寸較小的α2-Mg等軸晶。兩種晶粒的平均直徑分別為57 μm和13 μm,形狀系數(shù)分別為0.72和0.55,見(jiàn)圖1a和圖1c。α1-Mg晶粒在超聲作用下形核,在制漿過(guò)程中以及流變鑄造壓力下長(zhǎng)大,為典型的球狀晶粒,由于生長(zhǎng)時(shí)間較長(zhǎng),所以尺寸較大。α2-Mg晶粒則是由制漿后期以及模具型腔中形成的晶核在流變鑄造過(guò)程中生長(zhǎng)而成。擠壓壓力下,漿料與模具貼合緊密,冷卻速度快,這些晶核的生長(zhǎng)時(shí)間短,所以尺寸較小。在常規(guī)重力鑄件中,初生α-Mg相為典型的等軸枝晶,平均尺寸為230 μm,形狀系數(shù)為0.37,見(jiàn)圖1b和圖1d。圖1c和圖1d中的亮灰色網(wǎng)狀結(jié)構(gòu)為晶界處的第二相,EDS分析結(jié)果顯示Zn和Y摩爾比為1:1,LPSO結(jié)構(gòu)的成分為Mg12Y1Zn1,結(jié)合Zhu等[12]的研究結(jié)果,可以確定這些亮灰色的網(wǎng)狀結(jié)構(gòu)即為L(zhǎng)PSO相。為了進(jìn)一步確認(rèn)流變擠壓鑄件中LPSO結(jié)構(gòu)的類型,將合金置于TEM下觀察分析,圖2為TEM分析結(jié)果。圖2a是含有α-Mg和LPSO結(jié)構(gòu)的明場(chǎng)像,圖2b是LPSO結(jié)構(gòu)的選區(qū)衍射(SAED)譜圖,在(0000)Mg和(0002)Mg之間有5個(gè)額外衍射斑點(diǎn),可以確定該LPSO結(jié)構(gòu)為18R型。這說(shuō)明超聲和流變擠壓壓力并未改變合金中LPSO結(jié)構(gòu)的類型。對(duì)比圖1c和圖1d還可以發(fā)現(xiàn),流變擠壓鑄造使LPSO結(jié)構(gòu)明顯細(xì)化,在常規(guī)重力鑄件中容易出現(xiàn)的塊狀LPSO結(jié)構(gòu)在流變鑄件中幾乎完全消失。另外,流變擠壓鑄件和常規(guī)重力鑄件中的LPSO結(jié)構(gòu)的平均厚度分別為4.3 μm和13.2 μm。
圖1 :不同鑄造工藝條件下的Mg96.9Zn1Y2Zr0.1合金組織:(a)(c)流變擠壓鑄造;(b)(d)常規(guī)重力鑄造 初生α-Mg晶粒的細(xì)化主要得益于超聲制漿過(guò)程中產(chǎn)生的聲空化效應(yīng)和聲流效應(yīng)。聲空化效應(yīng)使得大量微小的空化泡在變幅桿下端產(chǎn)生,空化泡的形核以及隨后的長(zhǎng)大過(guò)程會(huì)從周圍熔體中吸收大量的熱量,導(dǎo)致局部熔體過(guò)冷而提高形核率,使晶粒數(shù)量增多,晶粒尺寸減小。聲流效應(yīng)則促進(jìn)熔體的對(duì)流,促使晶核以球狀方式生長(zhǎng)。在凝固過(guò)程中施加壓力,漿料與模具貼合更加緊密,促進(jìn)漿料與模具之間的熱交換,從而提高漿料的冷卻速度。半固態(tài)漿料中的晶核在快冷作用下形成尺寸細(xì)小的α2-Mg晶粒,大量α2-Mg晶粒的同時(shí)生長(zhǎng)消耗了漿料中的液相,抑制了α1-Mg晶粒的進(jìn)一步長(zhǎng)大。LPSO結(jié)構(gòu)的細(xì)化程度取決于基體α-Mg(包括α1-Mg和α2-Mg)的細(xì)化程度以及漿料的冷卻速度。在凝固后期,漿料中殘留的液相區(qū)成為L(zhǎng)PSO結(jié)構(gòu)的析出場(chǎng)所,這些區(qū)域被細(xì)小的α1-Mg和α2-Mg晶粒分隔成無(wú)數(shù)細(xì)小的“熔池”,使得LPSO結(jié)構(gòu)的生長(zhǎng)空間受限。在擠壓壓力作用下,這些細(xì)小的“熔池”獲得很大的冷卻速度,快速凝固,形成細(xì)小的LPSO結(jié)構(gòu)。因此,超聲和流變擠壓鑄造能夠有效細(xì)化合金中的初生α-Mg晶粒以及晶界處的LPSO結(jié)構(gòu)。
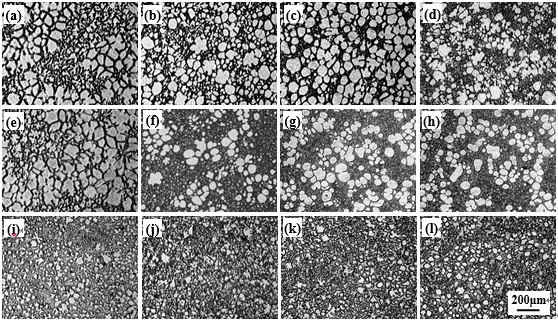
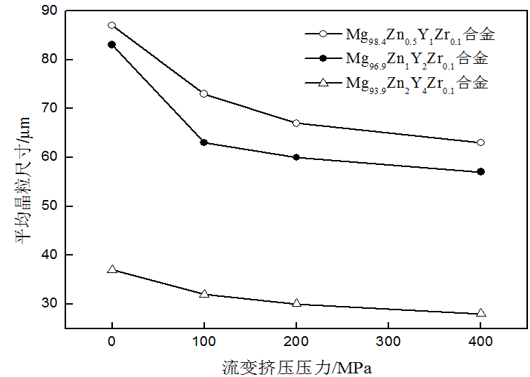
圖2:流變擠壓鑄造Mg96.9Zn1Y2Zr0.1合金的TEM分析結(jié)果:(a)明場(chǎng)圖;(b)LPSO結(jié)構(gòu)的選區(qū)衍射(SAED)譜圖 2.2、流變擠壓鑄造Mg99.9-3xZnxY2xZr0.1合金的組織 圖3為不同流變擠壓壓力下的Mg99.9-3xZnxY2xZr0.1 (x=0.5,1,2,摩爾分?jǐn)?shù),%) 合金的金相組織。可以看出,隨著擠壓壓力和Zn、Y溶質(zhì)元素含量的增加,合金中α1-Mg晶粒的尺寸變小。圖4為3種合金中α1-Mg晶粒尺寸隨擠壓壓力的變化。流變擠壓鑄造施加的壓力越大,原子擴(kuò)散速率越小,在超聲處理過(guò)程中已經(jīng)形核并長(zhǎng)大的α1-Mg晶粒生長(zhǎng)速度減小,這會(huì)在一定程度上降低α1-Mg晶粒的尺寸。因此,利用流變擠壓鑄造的方法有利于將超聲處理過(guò)程中獲得的細(xì)小圓整的α1-Mg晶粒維持在原有的尺寸和形態(tài)。壓力主要從兩方面影響流變成形組織。一方面,對(duì)凝固過(guò)程中的合金施加壓力,會(huì)降低合金的熔點(diǎn)從而引發(fā)熔體過(guò)冷形核。只有當(dāng)熔體的實(shí)際溫度低于壓力下合金的結(jié)晶溫度時(shí),才會(huì)產(chǎn)生過(guò)冷。而半固態(tài)漿料的溫度本身就低于合金常壓下的平衡結(jié)晶溫度,因此產(chǎn)生的過(guò)冷度能有效促進(jìn)形核,而且壓力越大,過(guò)冷度也越大。另一方面,壓力將增大漿料與模具之間的傳熱系數(shù),從而提高漿料的冷卻速度。漿料在凝固過(guò)程中會(huì)不斷收縮,已凝固的金屬殼與模具之間形成縫隙,減小熔體與模具間的傳熱系數(shù)。壓力越大,則凝固殼的變形程度越大,與模具貼合越緊密,二者之間的傳熱系數(shù)也就增大,從而提高漿料的冷卻速度。當(dāng)壓力達(dá)到100 MPa時(shí),凝固殼產(chǎn)生的形變已經(jīng)足以保證其與模具緊密貼合,因此進(jìn)一步增大壓力對(duì)組織的影響也就不明顯了。 壓力作用下,結(jié)晶前沿剩余的液相內(nèi)大量形核,這些晶核在快冷作用下形成尺寸細(xì)小、分布密集的α2-Mg晶粒。大量α2-Mg晶粒的出現(xiàn),也會(huì)抑制α1-Mg晶粒的進(jìn)一步長(zhǎng)大。在這兩個(gè)因素的共同作用下,合金中初生α1-Mg晶粒的尺寸明顯減小。因此,增大擠壓壓力能夠有效細(xì)化合金中的α1-Mg晶粒。
圖3:不同流變擠壓壓力下Mg99.9-3xZnxY2xZr0.1合金的金相組織:(a)-(d)Mg98.4Zn0.5Y1Zr0.1alloy,(e)-(h)Mg96.9Zn1Y2Zr0.1alloy,(i)-(1)Mg93.9Zn2Y4Zr0.1alloy;(a),(e),(i)0MPa;(b),(f),(j)100MPa;(c),(g),(k)200MPa;(d),(h),(1)400MPa
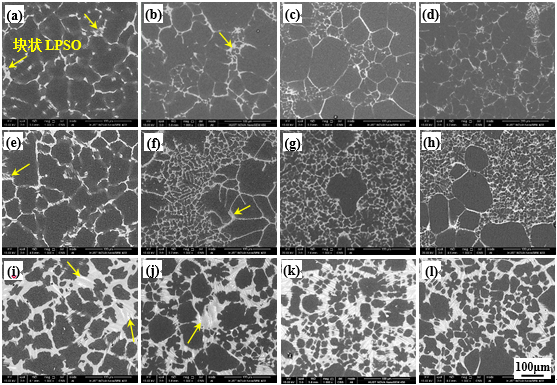
圖4:Mg99.9-3xZnxY2xZr0.1合金中初生α1-Mg晶粒平均尺寸隨流變擠壓壓力的變化 圖5為不同流變擠壓壓力下的Mg99.9-3xZnxY2xZr0.1合金的SEM組織。經(jīng)計(jì)算軟件分析,Mg98.4Zn0.5Y1Zr0.1、Mg96.9Zn1Y2Zr0.1和Mg93.9Zn2Y4Zr0.1合金中LPSO結(jié)構(gòu)的體積分?jǐn)?shù)分別為7%、18%和33%。可以看出,隨著擠壓壓力的增大,LPSO結(jié)構(gòu)的細(xì)化效果更加明顯,特別是對(duì)于LPSO結(jié)構(gòu)含量較低的Mg98.4Zn0.5Y1Zr0.1和Mg96.9Zn1Y2Zr0.1合金。在無(wú)壓力和較低的壓力下(100MPa),合金中存在一些塊狀LPSO結(jié)構(gòu),見(jiàn)圖4中箭頭所指區(qū)域,當(dāng)壓力達(dá)到并超過(guò)200 MPa以后,Mg98.4Zn0.5Y1Zr0.1和Mg96.9Zn1Y2Zr0.1合金中的LPSO結(jié)構(gòu)以細(xì)薄的網(wǎng)狀結(jié)構(gòu)存在,很難發(fā)現(xiàn)塊狀的LPSO結(jié)構(gòu),這也表明LPSO結(jié)構(gòu)分布更為均勻。而在Mg93.9Zn2Y4Zr0.1合金中還是存在塊狀LPSO結(jié)構(gòu),但其尺寸也明顯減小。3種合金中,Mg93.9Zn2Y4Zr0.1合金的LPSO結(jié)構(gòu)含量最高,相應(yīng)的,初生α-Mg的含量最低,特別是α2-Mg晶粒數(shù)量最少,導(dǎo)致LPSO結(jié)構(gòu)的細(xì)化效果差于另外兩種合金。圖6為3種合金中LPSO結(jié)構(gòu)的平均厚度隨擠壓壓力的變化,對(duì)于Mg98.4Zn0.5Y1Zr0.1和Mg96.9Zn1Y2Zr0.1合金,當(dāng)壓力達(dá)到100 MPa后,LPSO結(jié)構(gòu)的厚度變化較小。
圖5:不同流變擠壓壓力下Mg99.9-3xZnxY2xZr0.1合金的SEM圖:(a)-(d)Mg98.4Zn0.5Y1Zr0.1alloy, (e)-(h)Mg96.9Zn1Y2Zr0.1alloy,(i)-(1)Mg93.9Zn2Y4Zr0.1alloy;(a),(e),(i)0MPa;(b),(f),(j)100MPa;(c),(g),(k)200MPa;(d),(h),(1)400MPa
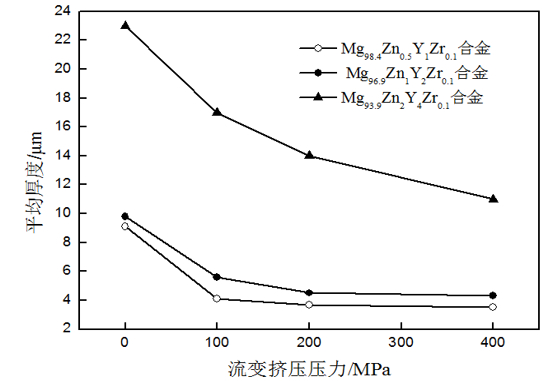
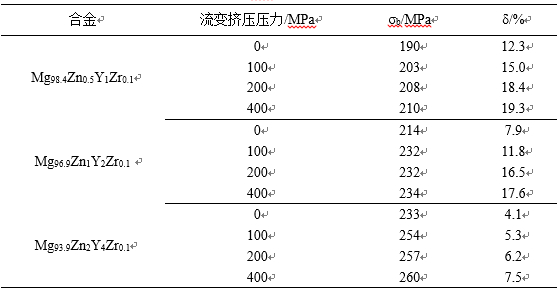
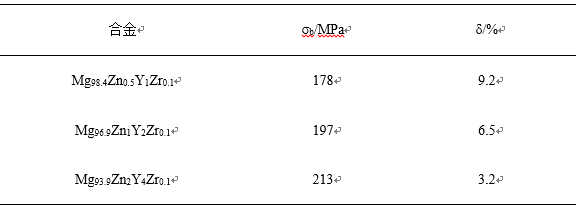
圖6:Mg99.9-3xZnxY2xZr0.1合金中LPSO結(jié)構(gòu)的平均厚度隨流變擠壓壓力的變化 2.3、流變擠壓鑄造Mg99.9-3xZnxY2xZr0.1合金的力學(xué)性能 表1為流變擠壓鑄造制備的Mg99.9-3xZnxY2xZr0.1合金在不同擠壓壓力下的力學(xué)性能。表2為常規(guī)重力鑄造制備的Mg99.9-3xZnxY2xZr0.1 合金的力學(xué)性能。對(duì)比表1和表2可以發(fā)現(xiàn),流變擠壓鑄造能有效提高合金的力學(xué)性能,特別是伸長(zhǎng)率。400 MPa下的流變擠壓鑄造Mg96.9Zn1Y2Zr0.1的抗拉強(qiáng)度和伸長(zhǎng)率較重力鑄造下分別提高19 %和170 %。從表1可以看出,隨著擠壓壓力增大,合金的強(qiáng)度和伸長(zhǎng)率持續(xù)增大,但當(dāng)壓力超過(guò)100 MPa以后,強(qiáng)度的提升程度趨緩,這一變化規(guī)律與圖4中α1-Mg晶粒尺寸變化規(guī)律、圖6中LPSO結(jié)構(gòu)平均厚度變化規(guī)律一致。合金的微觀組織決定了其力學(xué)性能,壓力下凝固時(shí),α1-Mg晶粒的尺寸明顯減小,并且出現(xiàn)了流變擠壓鑄造特有的α2-Mg晶粒,這些細(xì)小的晶粒構(gòu)成了合金基體的主體部分。根據(jù)Hall-Petch公式,合金強(qiáng)度與晶粒尺寸成反比。因此,擠壓壓力引起的晶粒細(xì)化能有效提高合金的強(qiáng)度。除了細(xì)晶強(qiáng)化作用外,超聲和壓力消除(減少)了合金中塊狀的LPSO結(jié)構(gòu)從而使其細(xì)化并均勻分布,充分發(fā)揮了LPSO結(jié)構(gòu)的強(qiáng)化作用,這也是合金力學(xué)性能提升的重要原因。此外,超聲還能凈化熔體,壓力能消除凝固過(guò)程中產(chǎn)生的縮孔縮松等缺陷,這些都能有效提高鑄件內(nèi)部的質(zhì)量,從而提高合金的力學(xué)性能。
表1:流變擠壓鑄造Mg100-3xNixY2x合金的力學(xué)性能
表2:常規(guī)重力鑄造Mg100-3xNixY2x合金的力學(xué)性能 3、結(jié)論 (1)流變擠壓鑄造能有效細(xì)化Mg99.9-3xZnxY2xZr0.1合金的微觀組織,合金的基體組織由尺寸較大的α1-Mg和尺寸較小的α2-Mg晶粒組成,LPSO結(jié)構(gòu)呈細(xì)小的網(wǎng)狀結(jié)構(gòu)均勻地分布在晶界處。 (2)隨著擠壓壓力增大,Mg99.9-3xZnxY2xZr0.1 合金中的LPSO結(jié)構(gòu)的厚度越來(lái)越小,當(dāng)壓力達(dá)到100 MPa后,LPSO結(jié)構(gòu)的厚度變化趨緩。LPSO結(jié)構(gòu)的體積分?jǐn)?shù)越低,其細(xì)化效果越明顯。 (3)與常規(guī)重力鑄造相比,流變擠壓鑄造能有效提高合金的力學(xué)性能,特別是伸長(zhǎng)率。400 MPa下的流變擠壓鑄造Mg96.9Zn1Y2Zr0.1的抗拉強(qiáng)度和伸長(zhǎng)率較重力鑄造下分別提高19%和170%。合金的強(qiáng)度和伸長(zhǎng)率隨著擠壓壓力的增大而持續(xù)增大,但當(dāng)壓力超過(guò)100 MPa以后,合金強(qiáng)度的提升程度趨緩。
作者: 本文來(lái)自:《特種鑄造及有色合金》雜志2020年第40卷第01期 |

.jpg)
.jpg)
.jpg)