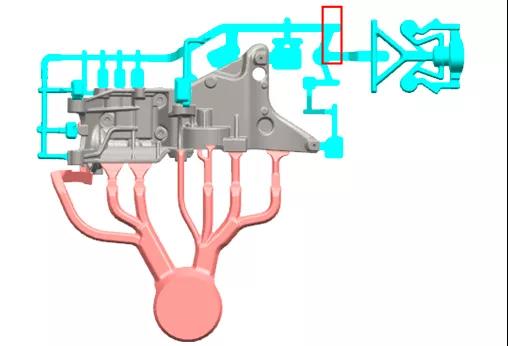
.png) 摘要:為保證產(chǎn)品品質(zhì),壓鑄件常采用真空壓鑄,但真空閥芯受鋁液的慣性沖擊力會(huì)使閥芯失靈,影響真空度,使抽真空效果降低;針對(duì)某壓鑄件的排氣系統(tǒng),利用Anycasting軟件進(jìn)行模擬,鋁液達(dá)到真空閥時(shí)速度接近68 m/s,速度極高,通過在鋁液到達(dá)真空閥前端增加減速結(jié)構(gòu)以解決真空閥堵塞和斷裂問題。 鋁合金壓鑄具有尺寸精度高、外觀品質(zhì)好、生產(chǎn)效率高等優(yōu)點(diǎn),但由于壓鑄時(shí)金屬液以高速噴射狀態(tài)充填模具型腔,會(huì)存在氣體無(wú)法排出而被卷入到金屬液中,凝固后會(huì)以氣孔形式存留于鑄件內(nèi);為消除壓鑄件內(nèi)部的氣孔,提高鑄件的力學(xué)性能,通常采用真空壓鑄;金屬液在真空狀態(tài)下充填型腔,因而卷入的氣體少,對(duì)鑄件的內(nèi)部品質(zhì)起到良好的改善作用,因而在壓鑄行業(yè)得到了廣泛的應(yīng)用。 機(jī)械式真空閥在真空壓鑄中應(yīng)用極為廣泛,具有排氣面積大、氣體流動(dòng)阻力小,真空度高的特點(diǎn),其工作原理是利用金屬液的慣性沖擊力使其閥芯關(guān)閉,完成一個(gè)工作循環(huán)。實(shí)際生產(chǎn)過程中存在真空閥閥芯堵塞,導(dǎo)致其失靈現(xiàn)象,影響抽真空效果。通過對(duì)機(jī)油冷卻器支架的排氣系統(tǒng)進(jìn)行整改對(duì)比分析,利用Anycasting軟件進(jìn)行仿真模擬,發(fā)現(xiàn)熔融的鋁液達(dá)到真空閥時(shí)速度接近70 m/s,速度極高,對(duì)真空閥堵塞現(xiàn)象有一定的影響,亟需一種有效途徑來(lái)解決真空閥堵塞問題。 1、壓鑄件及澆排系統(tǒng)分析 產(chǎn)品為機(jī)油冷卻器支架,其結(jié)構(gòu)及澆排系統(tǒng)見圖1。外形尺寸為411 mm×214 mm×191mm,基本壁厚為4 mm,質(zhì)量為3.4 kg,澆口截面積為765 mm2,排氣截面積為265 mm2,壓射沖頭直徑為φ100mm
圖1:機(jī)油冷卻器支架產(chǎn)品及澆排 2、存在問題分析及對(duì)策 存在問題及分析
真空閥閥芯結(jié)構(gòu)示意圖見圖2。存在的問題是真空閥閥芯頭部
圖2:真空閥閥芯結(jié)構(gòu)示意圖 基于壓鑄過程高速、高壓的特點(diǎn),真空閥閥芯頭部頻繁承受高速、高壓鋁液的沖刷,導(dǎo)致真空閥閥芯頭部(見圖2中A處)堵塞;真空閥閥芯尾部(見圖2中B處)為真空閥閥芯最薄弱的位置,熔融的鋁液頻繁撞擊閥芯,真空閥閥芯尾部受力集中,導(dǎo)致其尾部出現(xiàn)斷裂現(xiàn)象。 模擬仿真分析 利用Anycasting仿真模擬分析軟件中的AnyPRE模塊進(jìn)行模擬分析,見圖3。著重對(duì)真空閥閥芯部位進(jìn)行網(wǎng)格劃分,以保證澆口流向的準(zhǔn)確性,通過模擬分析檢測(cè)到鋁液達(dá)到該部位時(shí)速度約為68 m/s。
圖3:原方案模擬分析速度檢測(cè)示意圖 制定方案及優(yōu)化方案 通過在排氣道的尾端增加減速結(jié)構(gòu),減小鋁液對(duì)真空閥的撞擊速度及沖擊力,排氣道減速結(jié)構(gòu)的樣式除三角形減速結(jié)構(gòu)外還有以下幾種,圓形減速結(jié)構(gòu)、菱形減速結(jié)構(gòu)、方形減速結(jié)構(gòu)、凹凸分型減速結(jié)構(gòu)等,見表1。
表1:減速機(jī)構(gòu)的不同形式 試驗(yàn)中采用三角形減速機(jī)構(gòu),修改后的澆排系統(tǒng)見圖4。
圖4:機(jī)油冷卻器支架澆排對(duì)策方案 模擬仿真驗(yàn)證 通過在排氣道尾端增加減速結(jié)構(gòu),利用Anycasting軟件對(duì)增加減速結(jié)構(gòu)的澆排進(jìn)行模擬分析,本次模擬與原方案劃分網(wǎng)格相同,工藝參數(shù)設(shè)置相同,對(duì)鋁液的速度進(jìn)行測(cè)量分析,檢測(cè)鋁液到達(dá)真空閥的速度約為29 m/s,見圖5。通過在排氣道尾端增加減速結(jié)構(gòu),能夠削弱鋁液對(duì)真空閥的撞擊速度,減小沖擊力,能夠消除真空閥堵塞問題及閥芯斷裂問題。
圖5:對(duì)策方案模擬分析速度檢測(cè)示意圖 方案實(shí)施驗(yàn)證 通過在排氣道尾端增加減速結(jié)構(gòu),對(duì)模具進(jìn)行修模進(jìn)行方案實(shí)施驗(yàn)證,此方案實(shí)施后真空閥閥芯未出現(xiàn)斷裂現(xiàn)象和真空閥堵塞現(xiàn)象,并提高真空閥閥芯的使用壽命。 3、結(jié)論 通過在排氣道尾端增加減速結(jié)構(gòu),能夠有效地削弱鋁液對(duì)真空閥的撞擊速度,減小對(duì)真空閥的沖擊力,解決真空閥閥芯尾部斷裂問題及真空閥堵塞問題,提高機(jī)械式真空閥閥芯的使用壽命。 |
.png)
.png)
.png)
.png)
.jpg)
.jpg)
.jpg)